發布日(rì)期:2013-10-15
粗絲MIG—鋁焊接工(gōng)藝的研究
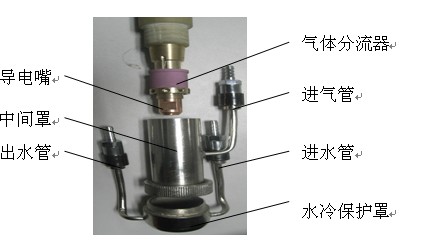
工(gōng)業用鋁的中厚闆焊接目前的技術(shù)難題是如(rú)何在保證焊接質量的前提下提高焊接效率。針對鋁合金焊接,目前采用的交流TIG和熔化極細絲氣保護焊接分(fēn)别在焊接效率和焊接質量上存在不足。針對國(guó)内石油化工(gōng)行業和鋁合金空分(fēn)設備中中厚闆鋁合金焊接,我們進行了鋁合金5083闆對接的明弧粗絲MIG焊接工(gōng)藝實驗。利用新開發的大(dà)功率焊接電源,實現恒流特性匹配電壓負反饋送絲控制功能;通過改造埋弧焊機(jī)頭的結構,實現機(jī)頭水氣聯合冷(lěng)卻和氣體(tǐ)保護功能。整個系統焊接過程穩定,送絲平穩,焊接成型美觀,内在質量良好,焊接效率顯著提高。通過試驗,淺析了該工(gōng)藝的焊接特點,并選擇确定了中厚闆鋁合金粗絲MIG焊接的規範參數。最後的實驗表明,粗絲MIG焊接是一種高效質優的工(gōng)藝方法,完全适合在鋁合金容器生(shēng)産中中厚鋁闆上廣泛應用。